 Конвейер винтовой стационарный КВ – транспортирующее оборудование общепромышленного назначения, отличающееся высокой производительностью и надежностью эксплуатации. Функционально конвейер предназначен для перемещения насыпных грузов плотностью не более 0,75 в горизонтальной и вертикальной плоскости, а также под углом наклона до 20 градусов.
Конвейер винтовой стационарный КВ – транспортирующее оборудование общепромышленного назначения, отличающееся высокой производительностью и надежностью эксплуатации. Функционально конвейер предназначен для перемещения насыпных грузов плотностью не более 0,75 в горизонтальной и вертикальной плоскости, а также под углом наклона до 20 градусов.
Технические характеристики
| Обозначение | Диаметр шнека, мм | Кол. секций, шт | Длина транспортирования, м | Производительность м³/ч | Давление пара в кожухе МПа | Габаритные размеры, мм (LxBxH) | Установленная мощность электрооборудования, кВт | Масса, кг |
|---|---|---|---|---|---|---|---|---|
| 1КВ-300 | 290 | 3 | 13,2 | 14 | 0,15 | 14035х700х1012 | 7,5 | 1427 |
| 1КВ-300-01 | 290 | 2 | 8,8 | 14 | 0,15 | 9635х700х1012 | 7,5 | 1930 |
| 1КВ-300-02 | 290 | 4 | 17,6 | 14 | 0,15 | 18435х700х1012 | 7,5 | 2433 |
| 1КВ-400 | 390 | 3 | 13,2 | 25 | 0,15 | 14025х700х1012 | 7,5 | 2165 |
| 1КВ-400-01 | 390 | 2 | 8,8 | 25 | 0,15 | 9625х700х1012 | 7,5 | 1595 |
| 1КВ-400-02 | 390 | 4 | 17,6 | 25 | 0,15 | 18425х700х1012 | 7,5 | 2735 |
| КВ-500 | 480 | 2 | 7,4 | 40 | 0,15 | 8160х700х1080 | 7,5 | 1950 |
| КВ-500-01 | 480 | 3 | 11 | 40 | 0,15 | 11830х700х1080 | 7,5 | 2613 |
| КВ-500-02 | 480 | 4 | 14,7 | 40 | 0,15 | 15490х700х1080 | 7,5 | 3276 |
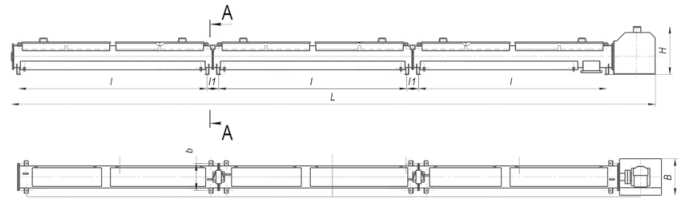
Устройство изделия
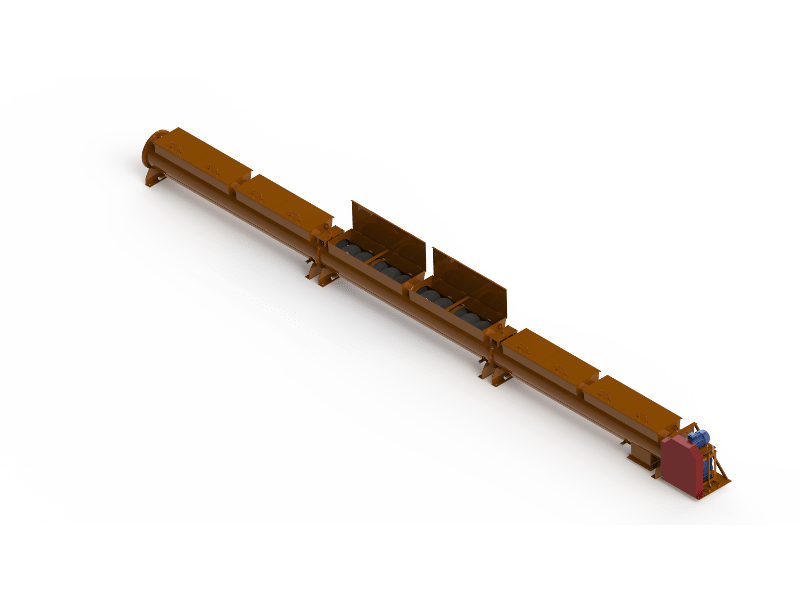
Основными узлами конвейера винтового с подогревом являются: 1 – Привод; 2 - Секция разгрузочная; 3 - Секция промежуточная; 4 - Секция загрузочная (рис.1).
Возможна поставка конвейера с одной и двумя промежуточными секциями или без промежуточной секции. Полное количество секций конвейера указывается при заказе в обозначении кон-вейера. Кроме того, конвейеры могут изготавливаться с подшипниками качения в крайних опорах и подшипниками скольжения в промежуточных опорах, а также с подшипниками качения в крайних и промежуточных опорах. Промежуточная опора состоит из кронштейна, закрепленного на корпусе секции конвейера 4-мя болтами. В корпусе кронштейна установлен подшипник качения, который защищен от попадания грязи двумя крышками. Также в крышках установлены 2 манжеты 1-60-85-4 ГОСТ 8752-70 и 2 манжеты 1-65-90-4 ГОСТ 8752-70. Вал установлен между секциями конвейера. Смазка подшипника производится через масленку 1.2Ц6 ГОСТ 19853-74. Промежуточная опора состоит из подвески закрепленной на плите а подвеска состоит из двух кронштейнов, соединенных между собой двумя болтами. Между кронштейнами установлены два вкладыша (верхний и нижний) которые и образуют подшипник скольжения. Для смазки подшипника между кронштейнами установлен узел смазки, состоящий из масленки и трубки. Смазка осуществляется консистентными смазками УС1 ГОСТ 1033-73 и др. Крайняя опора со стороны привода состоит из подшипника качения №3614 ГОСТ 5721, который установлен в корпусе с крышкой. Вращение шнеку от привода передается через вал. На этом же валу установлен отражатель, защищающий подшипниковый узел от попадания транспортируемого материала. Кроме того, от попадания грязи подшипник защищают манжеты 1-75х100-4 ГОСТ 8752, установленные 2 шт. в корпусе и 1 шт. в крышке. Смазка подшипника производится через масленку 1.2Ц6 ГОСТ 19853 поз.5 консистентными смазками УС1 ГОСТ 1033-73 и др.
Для замены подшипника необходимо отсоединить привод от конвейера. Затем отсоединить крышку поз. 2 от корпуса секции и снять ее вместе с подшипником и валом. Дальнейшая разборка и замена подшипника производится в обычном порядке. Для облегчения установки крышки с подшипником на место необходимо приподнять конец шнека.